

數控技術在甲醇合成塔制造中的應用
文章作者:臺翰機械 發布時間: 瀏覽次數:1931次
摘要:關于數控加工工藝及其優點。1.數控技術定義:數控技術是與機床控制密切結合而發展起來的一種自動控制技術,是用數字化信息實現機床控制。2.數控加工工藝與傳統工藝經濟性分析
關于數控加工工藝及其優點。
1.數控技術定義:數控技術是與機床控制密切結合而發展起來的一種自動控制技術,是用數字化信息實現機床控制。
2.數控加工工藝與傳統工藝經濟性分析
甲醇合成塔管板組件的直徑達到3.8米,表面均勻排列,管孔直徑為44.4米,管孔數高達4310。
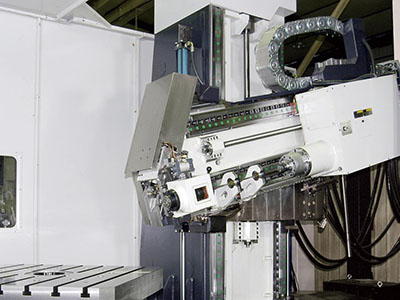
根據我公司設備生產能力和產品生產車間、擋板、管板加工安排在數控地板銑床上。該設備在x軸上有16米的行程,y軸4米,z軸1.2米,在擋板和管板上完全滿足380米直徑的加工范圍。設備的Zui大進給速度為3000毫米/分鐘,Zui大主軸轉速為800rpm。比徑向鉆機高得多。通過對兩種工藝的工作時間和經濟性分析,得出與徑向鉆機相比,數控加工的生產周期縮短了約兩個月。
3.數控加工工藝流程
01.數控加工工藝與傳統工藝的經濟分析
甲醇合成塔管板組件的直徑達到3.8米,表面均勻排列,管孔直徑為44.4米,管孔數高達4310。
根據我公司設備生產能力和產品生產車間、擋板、管板加工安排在數控地板銑床上。該設備在x軸上有16米的行程,y軸4米,z軸1.2米,在擋板和管板上完全滿足380米直徑的加工范圍。設備的Zui大進給速度為3000毫米/分鐘,Zui大主軸轉速為800rpm。比徑向鉆機高得多。
02)數控加工工藝流程
03)數控加工工藝設計與傳統機床加工工藝設計的主要區別不在于從毛坯到成品的整個過程,而在于對幾種數控加工工藝的具體描述。因此,在加工路線的數控加工過程中,在零件加工的整個過程中穿插著加工過程,應與其他加工過程良好地銜接。折流板和管板的工藝流程。
27軟件選擇
01)由于管孔數量大,手工編程存在編程時間長、錯誤率高的缺點。該產品本身不允許出現任何錯誤,因此自動軟件編程是不可避免的選擇。
目前的商業應用軟件種類繁多,其中UGS PLM解決方案公司的核心產品UG NX是世界上Zui先進、集成Zui緊密的CAD/CAD/CA bin CAE系統解決方案。它的功能涵蓋了產品的整個生產過程,CAM模塊是本文的主要應用和編程。因此,筆者選擇UGS作為編程軟件。
02)編程流程
由于管孔數量巨大,采用手工編程方式就存在編程時間長、錯誤率高的缺點。而產品本身不允許任何錯誤出現,所以軟件自動編程就成為了必然選擇。
在當前商業實用中的軟件有很多種,其中UGS PLM Solution公司的核心產品UG NX是當前世界上Zui先進和緊密集成CAD/CAD/CA彬CAE的系統解決方案,它的功能覆蓋產品的整個生產過程,而其中CAM模塊即下文中主要應用與編程。因此筆者選擇了UGS作為編程軟件。
3.編程流程
(1)結合管板和隔斷板的特點,結合軟件編程方法,首先對設計部提供的CAD圖紙進行整理,轉化為UG認可的文檔格式,用CAD模塊建立管板模型。
(2)對于UG鉆井屬于點加工,軟件可以直接獲取每個孔位置的坐標,無需計算。
(3)將零件轉換成零件,分別設置工序、工具、模型范圍和點加工。
(4)設置零件的加工參數。由于加工設備是地板數控銑床和鏜床,所以從便于加工和觀察的角度選擇自下而上的加工。工具路徑如圖所示。
(5)生成刀具軌跡,后處理后轉化為我公司設備的可識別程序。
本文由自動鉆孔機廠家-臺翰機械整理發布,轉載請注明出處,原文地址:http://cesissi.com/news/91.html
上一篇:數控機床裝配壓力傳感器的基本知識
延伸閱讀
-
18-07-20關于數控加工工藝及其優點。1.數控技術定義:數控技術是與機床控制密切結合而發展起來的一種自動控制技術,是用數字化信息實現機床控制。2.數控加工工藝與傳統工藝經濟性分析
-
18-07-20關于數控加工工藝及其優點。1.數控技術定義:數控技術是與機床控制密切結合而發展起來的一種自動控制技術,是用數字化信息實現機床控制。2.數控加工工藝與傳統工藝經濟性分析
Zui新資訊
/NEWS 在線客服
在線客服